8-977-146-81-08
8-977-146-81-08 info@oil-diagnostic.ru
info@oil-diagnostic.ru Монтаж гидравлических трубопроводов
Монтаж гидравлических трубопроводов


Промывка оборудования различными кислотами
Используемые в каждом случае реагенты (ортофосфорная, соляная кислота, каустическая сода и т.д) тщательно подбираются в зависимости от материала оборудования - стали (углеродистая, адмиральская), чугуна, латуни, меди, бронзы, хрома или медно-никелевого сплава. Так, например, кислотно-щелочная промывка теплообменника чугунных котлов поможет избавить его от оксидов железа и солей кальция и магния.
Процесс чистки агрегата начинается со слива воды из контура. Затем к оборудованию подключается специальная установка, в которой предусмотрен бак с реагентом. Время циркуляции по котловым трубам кислотного раствора зависит от характера отложений и степени загрязненности, но обычно этот период составляет 4-7 часов. Когда накипь полностью растворится под воздействием реагента, рабочий состав с растворенными в нем отложениями сливается. Затем оборудование промывается проточной водой.
КАУСТИЧЕСКАЯ СОДА
Данная разновидность очищающего средства изготавливается либо в составе гелей, либо в виде гранул и широко применяется в качестве агента для устранения засоров в канализационных или отопительных трубах путем растворения отложений. Засоры дезагрегируются гидроксидом натрия, после чего легко продвигаются далее по трубам.
Обычно промывка котлов каустической содой или солью используется для обезжиривания нового оборудования любых типов. Также подобный вид очистки рекомендуется для устранения вторичной окалины или загрязнений объемом от 5 до 30%. Вышеописанная процедура очень актуальна для применения в промышленной сфере, где необходимо постоянно очищать различные резервуары и ёмкости от нагара или остатков сырья. Так как сложнее всего с внутренних поверхностей теплообменного оборудования удаляется именно жир, то промывка котлов каустиком является наилучшим способом устранения подобных отложений, благодаря такому свойству едкого натра (NaOH), как эффективное разрушение жиров.
Процедура промывки паровых и других типов котлов каустической содой способствует быстрому и качественному удалению с внутренних поверхностей теплообменников кремнекислых, маслянистых и др. загрязнений, а также окалины и отдельных частей рыхлой ржавчины, образованных при производстве, установке или хранении оборудования. Данный способ очистки весьма экономичен, благодаря относительно низкой стоимости гидроксида натрия, а также благодаря тому, что это вещество не оказывает практически никакого вредного воздействия на материалы теплообменных аппаратов, а значит, способствует продлению срока эксплуатации оборудования в целом (без необходимости ремонта).
К примеру, для чистки устройств теплообмена от масел, рыхлой ржавчины и других загрязнений готовится состав с содержанием 0,5-0,8%-ного раствора едкого натра и каких-либо щелочей. После окончания чистки контур устройства промывают 0,1-0,2 %-ным раствором гидроксида натрия для пассивации и нейтрализации внутренних поверхностей труб, а затем промывают их технической водой с уровнем рН на выходе, равным 6-7.
СОЛЯНАЯ КИСЛОТА
Самым эффективным способом считается химическое промывание ингибированным соляным раствором. Он применяется для стальных секционных и чугунных агрегатов. Заметим, что для очистки подбираются жидкости только с концентрацией 2-6%. На каждый 1 мм отложений концентрация увеличивается на 1%. Если накипь имеет толщину больше 6 мм, то химическая промывка водяного котла соляной кислотой производится в несколько заходов.
Промывка теплообменников ортофосфорной кислотой является простым и весьма эффективным способом промывки теплообменного оборудования без необходимости его разбора или осуществления каких-либо других процедур, усложняющих данный процесс. Существует множество разновидностей подобных реагентов, несколько отличающихся по степени эффективности воздействия на отложения, но очень схожих по составу.
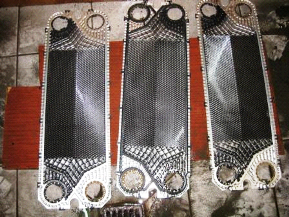
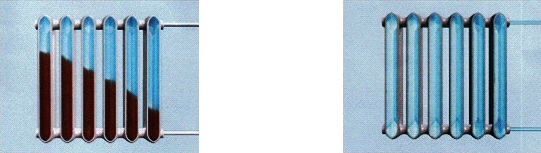
Использование ортофосфорной кислоты для промывки теплообменников может давать отличные результаты, к тому же, такое средство не причиняет никакого ущерба пластинам теплообменного оборудования и даже создает особую защитную пленку, которая довольно длительное время препятствует пассивированию материалов, из которых состоит конструкция устройства.
Ортофосфорная кислота способна пассивировать (т. е. создавать защитную активную пленку) поверхность пластин и не влияет на уплотнитель.
Если Вы решили выбрать в качестве наиболее перспективного химический способ чистки, то для промывки теплообменника фосфорная кислота подойдет как нельзя лучше. Дело в том, что непрерывно циркулируя внутри контура аппарата, она полностью разрушает имеющиеся посторонние соединения, из которых состоит, к примеру, накипь или другие отложения, часто являющиеся причиной загрязнения внутренней поверхности устройства теплообмена. Вышеописанные составы необходимо подбирать в определенном процентном соотношении, информация о котором содержится на этикетке препарата.
Кроме того, при осуществлении процедуры промывки пластинчатых теплообменников составами на основе ортофосфорной кислоты желательно использовать специальные присадки, смягчающие вредное воздействие этих растворов на пластины и другие узлы конструкции теплообменного оборудования.